注意:因为学习平台题目是随机,选择题选项也是随机,一定注意答案对应的选项,同学们在本页按“Ctrl+F”快捷搜索题目中“关键字”就可以快速定位题目,还是不懂的话可以看这个:快速答题技巧
一、实训目的
1.掌握FANUC Oi数控系统车床加工外轮廓、切槽、螺纹的一般编程方法。
2.能够正确地进行车刀的对刀操作。
3.掌握G71、G70、G75、G76的编程格式及用法。
二、实训设备
1.FANUC 0i系统数控车床。
2.装有上海宇龙软件工程有限公司的数控加工仿真软件的PC机。
三、实训内容
1.选择毛坯
2.装夹毛坯
3.选择、安装刀具
4.对刀操作
5.零件手动编程
6.输入程序并进行仿真模拟操作
四、实训过程记录(若是采用仿真软件完成,可截图;若是操作实体机床,请写出操作步骤)(注意:选择FANUC 0i系统或者FANUC 0i MATE数控车床来完成下列过程)
1.选择系统和车床
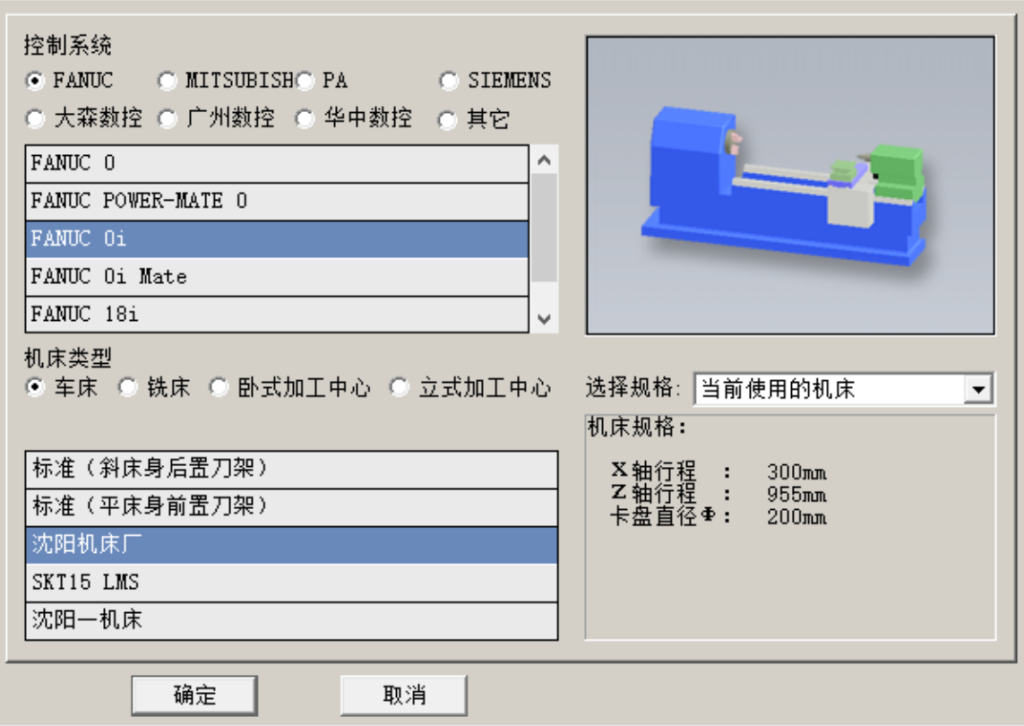

请各位同学务必按照上图所示选择系统和机床。然后点击“确定”。
2.完成下图编程及加工。毛坯为圆柱形Ф40mm的钢件。
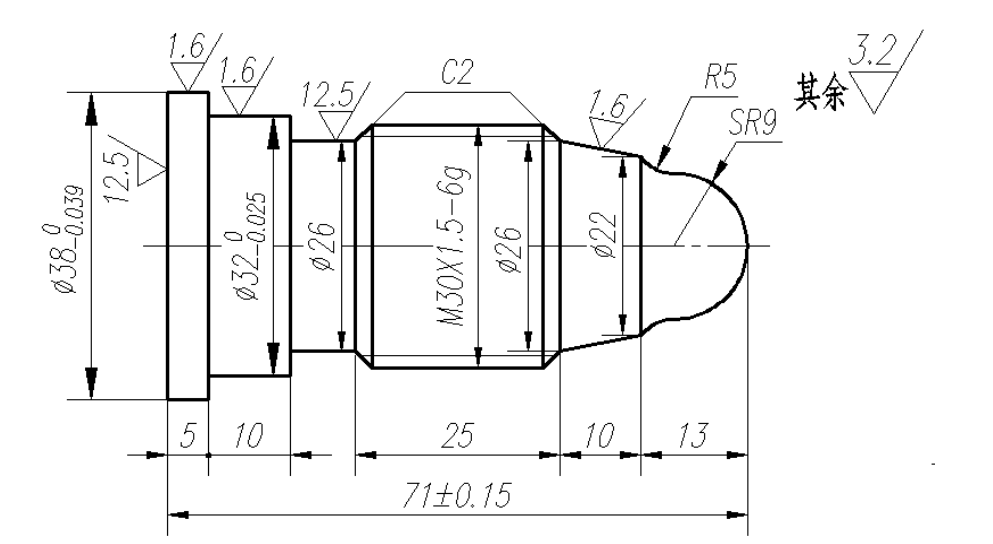
(1)完成零件编程。
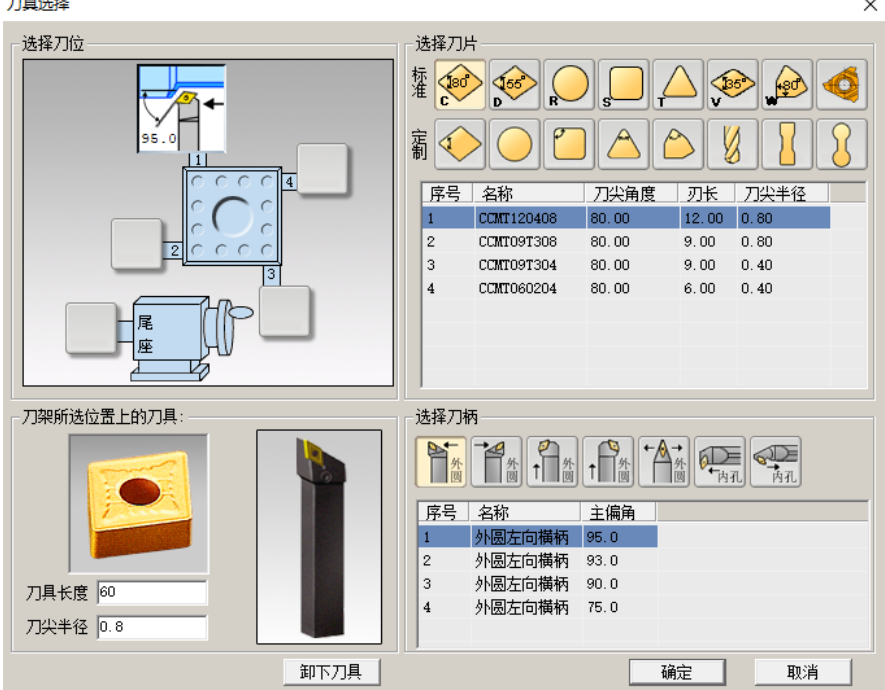
第一步:刀具设置。(下表所列为宇龙仿真软件中的刀具名称)
| 刀具号 | 刀具名称 |
| T1 | 标准80ºC型刀片 |
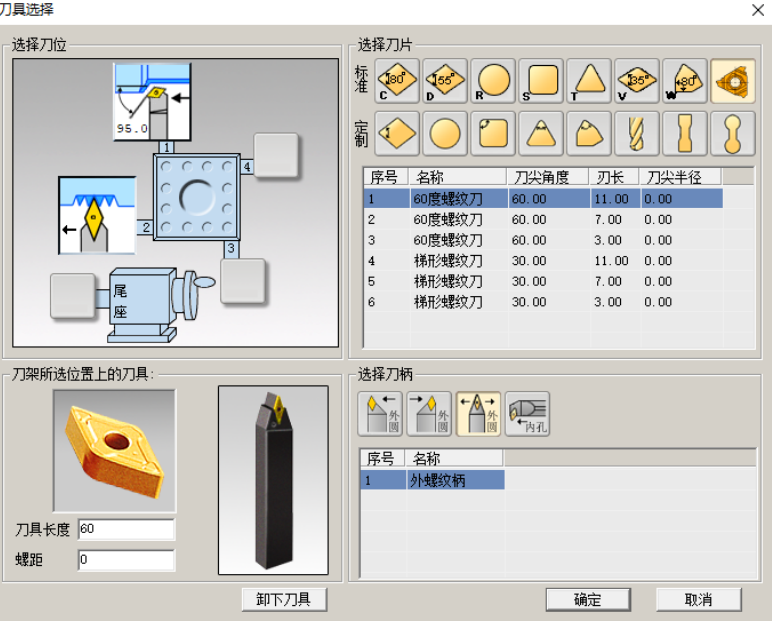
| T2 | 60°硬质合金螺纹刀 |
| T3 | 宽4mm的硬质合金焊接切槽刀 |
T1外圆车刀刀具选择截图显示如下:
T2螺纹刀刀具选择截图如下:
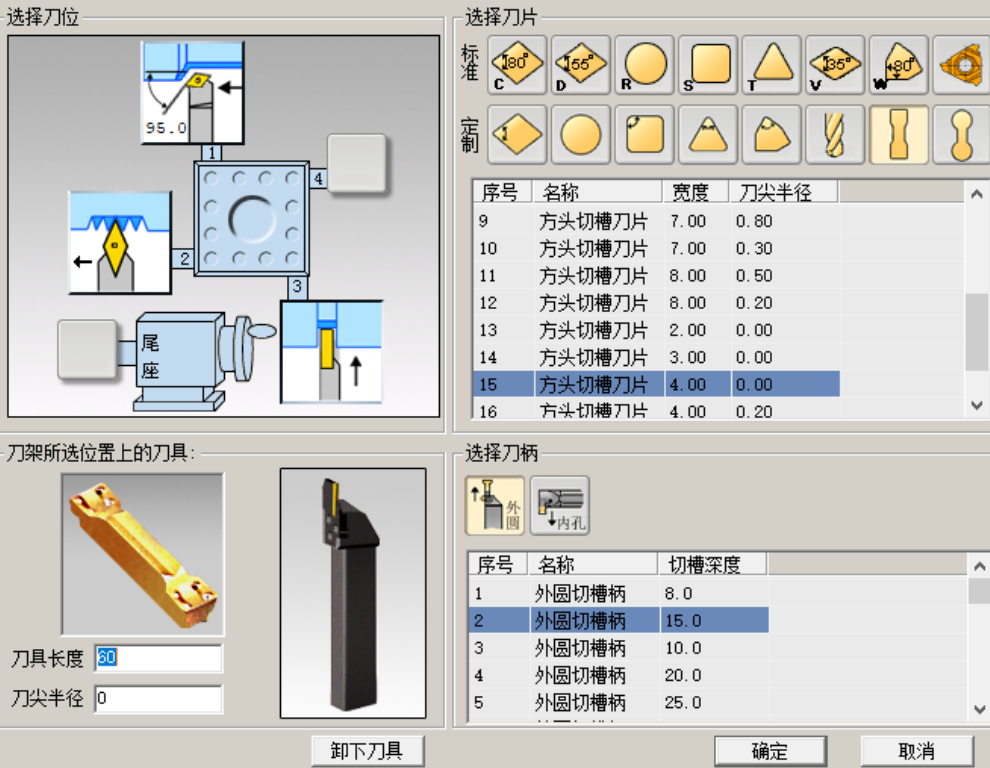
T3切槽刀刀具选择截图如下:
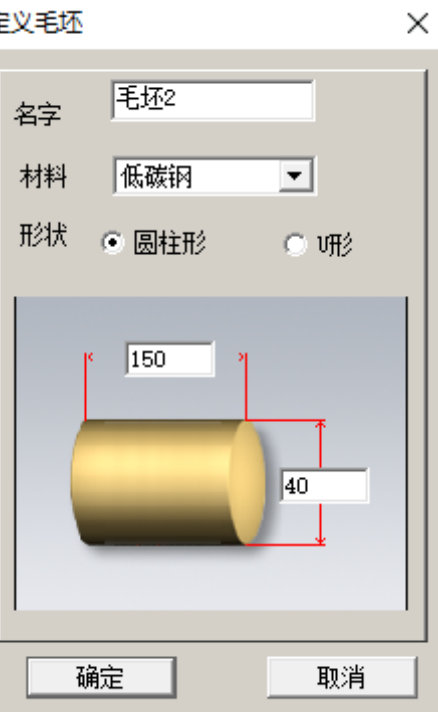
毛坯尺寸定义截图如下:
第二步:工艺路线设置
(1)棒料伸出卡盘外约85mm,找正后夹紧。
(2)用1号刀,采用G71进行轮廓循环粗加工。
(3)用1号刀,采用G70进行轮廓精加工。
(4)用2号刀,采用G76进行螺纹循环加工。
(5)用3号刀,采用G75进行切槽加工。
(6)用2号刀切下零件。
第三步:编写零件程序。请把下列零件程序补充完整。(每空3分,共60分)
| 题号 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| 答案 | X41 | Z2 | U1.5 | Z2 | F100 | G03x18z-9R9 | X26 | W-2 | Z-56 | X38 |
| 题号 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 |
| 答案 | G70 | 60° | X28.5 | P974 | F1.5 | Z-56 | X26 | Z-52 | X30 | Z-50 |
程序如下:
| 程序段 | 程序注释 |
| O1234; | 程序名 |
| N1 G98 G21; | 程序初始化 |
| N2 M3 S800; | 主轴正转,转速800r/min |
| N3 T0101; | 调用1号刀及其刀补 |
| N4 G0 X (1) Z (2) ; | 定切削循环起始点,坐标为(41,2) |
| N5 G71 U (3) Z (4) ; | 外径粗车循环。切削循环中径向背吃刀量为1.5mm,径向退刀量为2mm。 |
| N6 G71 P7 Q17 U0.5 W0.1 (5) ; | X方向的精加工余量为0.5mm,Z向的精加工余量为0.1mm,粗加工时进给速度为100mm/min。 |
| N7 G1 X0 F80; | 刀具进给到轮廓起始点 |
| N8 Z0; | |
| N9 (6) ; | 逆圆进给加工SR9球头 |
| N10 G2 X22 Z-13 R5; | 顺圆进给加工R5圆弧 |
| N11 G1 X (7) W-10; | 直线进给加工圆锥 |
| N12 X30 W (8) ; | 加工C2倒角 |
| N13 Z (9) ; | 车削螺纹部分圆柱 |
| N14 X32; | 车削槽处的台阶端面 |
| N15 W-10; | 车削Φ32外圆 |
| N16 (10) ; | 车削台阶 |
| N17 W-10; | 车削Φ38外圆。考虑切断,轴向加工长度大于零件总长度。 |
| N18 G0 X100; | 刀具沿径向快速退刀 |
| N19 Z200; | 刀具沿轴向快速退刀 |
| M5; | 主轴停止 |
| M0; | 程序暂停。用于粗加工后的零件测量。 |
| N20 M3 S1000; | 主轴重新启动,转速1000r/min |
| N21 T0101; | 重新调用1号刀及刀补 |
| N22 G0 X41 Z2; | |
| N23 (11) P7 Q17; | 精加工外轮廓 |
| N24 G0 X100; | |
| N25 Z200; | |
| N26 M3 S600; | |
| N27 T0202; | 调用2号刀及刀补 |
| N28 G0 X32 Z-21; | 快速到达螺纹加工起始位置,轴向有空刀量 |
| N29 G76 P101 (12) Q80 R0.1; | 螺纹加工。 |
| N30 G76 X (13) Z-51 R0 P (14) Q400 F (15) ; | 螺纹加工参数设定。螺纹螺距为1.5,牙深为0.974mm。 |
| N31 G0 X100; | |
| N32 Z200; | |
| N33 T0303; | 调用3号刀及刀补 |
| N34 M3 S500; | |
| N35 G0 X34 Z (16) ; | 快速到达切槽起始点(槽最左端) |
| N36 G75 R0.1; | |
| N37 G75 X (17) Z (18) P500 Q3500 R0 F50; | 指定槽底、槽宽及加工参数 |
| N38 G0 X35; | 切槽完毕后,沿径向快速退出 |
| N39 G1 X26 Z-52 F50; | |
| N40 X (19) Z (20) ; | 加工螺纹左侧C2倒角 |
| N41 G0 X42; | |
| N42 Z-76; | |
| N43 G1 X0 F30; | 切断零件 |
| N44 X42 F100; | |
| N45 G0 X100; | |
| N46 Z200; | |
| N47 T0101; | |
| N48 M5; | |
| N49 M30; |
五、实训结论
1.请给出1号外圆车刀对刀操作过程步骤。(可以用文字描述,可以用截图)(20分)
(1)若利用仿真软件完成对刀,请按照刀具设置的要求选刀。毛坯尺寸同上述零件。
(2)若在实体数控车床上完成对刀,请自行选择一把外圆车刀完成。
答:
1.手动操作,试切外圆:将机床模式切换到手动模式。通过操作机床控制面板上的坐标轴移动按钮,使刀具靠近工件。启动主轴,选择合适的切削速度和进给量,手动操作刀具在工件外圆表面试切一小段长度,注意切削深度要适中,一般为 0.1 – 0.2mm 。试切完成后,保持刀具在 X 方向的位置不变,沿 Z 轴方向退刀,然后停止主轴转动。
2.测量外圆直径:使用游标卡尺或其他合适的测量工具,测量试切后的外圆直径尺寸,并记录下来。
3.输入 X 轴对刀值:进入数控系统的刀具补偿界面,找到 1 号刀具对应的 X 轴补偿值输入位置。将测量得到的外圆直径值输入到相应位置,系统会自动计算并存储刀具在 X 方向的补偿值。
4.手动操作,试切端面:再次启动主轴,手动操作刀具靠近工件端面,然后试切工件端面。试切完成后,沿 X 轴方向退刀,再停止主轴转动。
5.输入 Z 轴对刀值:在刀具补偿界面中找到 1 号刀具对应的 Z 轴补偿值输入位置,将 Z 轴的坐标值设为 0(若工件坐标系原点设在端面处),并输入到系统中,完成 Z 轴的对刀操作。
6.检查与确认:对刀完成后,在自动加工前,可进行模拟加工或单段运行,检查刀具路径是否正确,确保对刀准确无误。若发现刀具路径存在问题,应及时重新对刀。
2.请给出上述零件最后的加工图。(可以拍照,可以用仿真软件截图)(20分)
 未经授权,禁止转载,发布者:形考达人
未经授权,禁止转载,发布者:形考达人 ,出处:https://www.xingkaowang.com/26168.html
,出处:https://www.xingkaowang.com/26168.html
免责声明:本站不对内容的完整性、权威性及其观点立场正确性做任何保证或承诺!付费为资源整合费用,前请自行鉴别。
免费答案:形考作业所有题目均出自课程讲义中,可自行学习寻找题目答案,本站内容可作为临时参考工具,但不应完全依赖,建议仅作为辅助核对答案的工具,而非直接使用!
