注意:本题为历年真题精选易错题,考生在学习历年考试真题是备考过程中非常重要的一环。通过认真练习和分析错题,可以帮助你更好地掌握知识点和答题技巧,为考试做好充分准备。
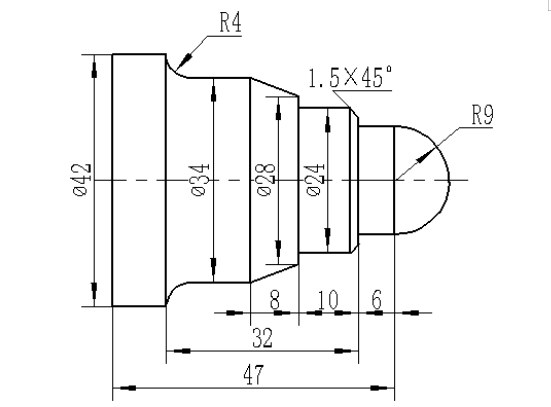
在西门子 802S 数控车床上编程加工如图1所示的零件,毛坯尺寸为Φ50mm×100mm。刀架在操作者一侧,工件坐标系原点设置在工件右端面中心,换刀点(程序起点)位置为 X200 (直径值)、Z200。请仔细阅读程序,补齐程序中划线处的有关内容(每空2分)。(注意:将答案填写在表格对应的题号下)

参考答案:
| KHYT.MPF; | 程序名 |
| N10 T1D1 M03 S600 G95 G90 G23 G40; | 换 1 号外圆车刀, 导入刀具刀补;主轴正转, 转速为600 r/min |
| N20 G00 X50 Z2; | 快速点定位至切削起点 |
| N30 _CNAME=“ ① ”; | 轮廓子程序名 |
| R105=1 R106=0.5 R108=2; | 设置循环参数 |
| R109=0 R110=1.5 R111=0.4; | |
| R112=0.2 | |
| ② ; | 调用毛坯切削循环 |
| N40 G00 X200 Z200; | 快速定位至换刀点 |
| N50 T1D1 M03 S1000 ; | 换 1 号外圆车刀, 导入刀具刀补;主轴正转, 转速为 1000r/min 准备进行轮廓精加工 |
| N60 R105=5; | 设置轮廓精加工参数 |
| LCYC95; | 调用毛坯切削循环 |
| N70 G00 G90 X200; | |
| N80 Z200 ; | 刀具退至安全位置 |
| N90 ③ ; | 主程序结束 |
| L1.SPF | 程序名 | |
| N10 G00 X0 Z1 G42; | 快速定位靠近轮廓起点位置 | |
| N20 G01 Z0 F0. 1; | 至轮廓起点位置 | |
| N30 ④ X18 Z- 9 CR=9; | R9 圆弧加工 | |
| N40 G01 Z-15; | Φ18mm 圆柱加工 | |
| N50 G01 ⑤ CHF=1.5; | 端面、倒角加工 | |
| N60 Z-25; | Φ24mm 圆柱加工 | |
| N70 X28 | 圆锥小端Φ28加工 | |
| N80 X34 Z-33; | 圆锥大端Φ34加工 | |
| N90 Z-43; | Φ34mm 圆柱加工 | |
| N100 G02 X42 Z-47 CR= 4 ; | R4 圆弧加工 | |
| N110 G01 Z-56; | Φ42mm 圆柱加工 | |
| N120 G40 G01 X50 | 退刀 | |
| N130 | M17; | 子程序结束 |
 未经授权,禁止转载,发布者:形考达人
未经授权,禁止转载,发布者:形考达人 ,出处:https://www.xingkaowang.com/19327.html
,出处:https://www.xingkaowang.com/19327.html
免责声明:本站不对内容的完整性、权威性及其观点立场正确性做任何保证或承诺!付费为资源整合费用,前请自行鉴别。
免费答案:形考作业所有题目均出自课程讲义中,可自行学习寻找题目答案,本站内容可作为临时参考工具,但不应完全依赖,建议仅作为辅助核对答案的工具,而非直接使用!
