注意:因为学习平台题目是随机,选择题选项也是随机,一定注意答案对应的选项,同学们在本页按“Ctrl+F”快捷搜索题目中“关键字”就可以快速定位题目,还是不懂的话可以看这个:快速答题技巧
一、2024年春江苏开放大学数控机床及应用技术第三次作业单选题答案
1、对铣削加工中心上的多把刀进行对刀时,可以通过检测棒一次完成多把刀X、Y方向对刀参数的设置,但需要对每把刀分别进行Z方向对刀参数的设置。()
A、无
B、正确
C、不确定
D、错误
学生答案:B
2、加工中心自动换刀装置选择刀具的四种方式中,()方式刀库中的刀具在不同的工序中不能重复使用。
A、任意选择
B、顺序选择
C、刀具编码选择
D、刀座编码选择
学生答案:B
3、当铣削一整圆外形时,为保证不产生切入、切出的刀痕,刀具切入、切出时应采用()
A、切入、切出时应降低进给速度
B、法向切入、切向切出
C、切向切入、切向切出
D、任意方向切入、切向切出
学生答案:C
4、在数控机床中,()是由传递切削动力的主轴所确定。
A、X轴
B、Z轴
C、Y轴
D、不确定
学生答案:B
5、用固定循环CYCLE81钻削一个孔,钻头的钻削过程是()。
A、视孔深决定是否在孔底停留后提刀
B、视孔深决定是否提刀
C、分几次提刀钻削
D、持续不提刀钻削
学生答案:D
6、SCALE、A SCALE是镜像功能指令。()
A、无
B、错误
C、正确
D、不确定
学生答案:B
7、CYCLE81与CYCLE82的区别在于CYCLE82指令使刀具在孔底有暂停动作。()
A、不确定
B、无
C、错误
D、正确
学生答案:D
8、孔加工固定循环指令中()是为安全进刀切削而规定的一个平面。
A、参考平面
B、返回平面
C、孔底平面
D、零件表面
学生答案:A
9、用来指定圆弧插补的平面和刀具补偿平面为XY平面的指令()。
A、G16
B、G18
C、G19
D、G17
学生答案:D
10、需要多次进给,每次进给一个深度,然后将刀具回退到参考平面的孔加工固定循环指令是CYCLE83。()
A、错误
B、不确定
C、正确
D、无
学生答案:C
11、加工中心与数控铣床编程的主要区别是()。
A、指令功能
B、换刀程序
C、指令格式
D、宏程序
学生答案:B
12、CYCLE83指令不适合深孔加工。()
A、无
B、正确
C、错误
D、不确定
学生答案:C
二、2024年春江苏开放大学数控机床及应用技术第三次作业简答题答案
题型:简答题主观题分值30分难度:较难得分:30
1、加工图3所示工件,毛坯尺寸40mmx40mmx20mm,材料为铸铝。请完成程序和注释中对应序号内容的填写(每空2分)。(注意:请在答题区输入答案,上传附件和图片不得分。)
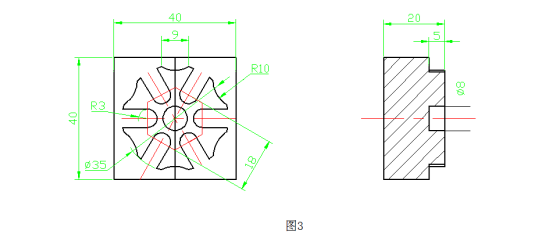

各基点的坐标值如下表所示:
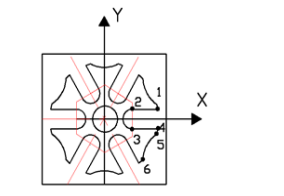
| 基点 | X | Y | 基点 | X | Y | ||||||
| 1 | 17.2 | 3 | 4 | 17.2 | -3 | ||||||
| 2 | 9 | 3 | 5 | 16.9 | -4.6 | ||||||
| 3 | 9 | -3 | 6 | 12.4 | -12.4 | ||||||
| 程序 | 注释 | ||||||||||
| AAA.MPF | 主程序名AAA | ||||||||||
| T1D1 M06 | 调用1号刀具1号刀补(半径补偿值为R8) | ||||||||||
| G17 G90 G54 G00 X0 Y0 Z50 S800 M03 | 设置初始参数 | ||||||||||
| M08 | 开冷却液 | ||||||||||
| G00 X40 Y0 | 设置程序起始点 | ||||||||||
| G01 Z-5(1) | 直线插补至零件表面,进给率为80mm/min | ||||||||||
| (2) | 调用L01子程序去除余量 | ||||||||||
| G74 Z1=0 | Z向退刀,回参考点准备换刀 | ||||||||||
| (3) | 主轴停转 | ||||||||||
| (4) | 冷却液关 | ||||||||||
| T2D1 M06 | 调用(5)号刀具1号刀补 | ||||||||||
| G90 G54 G00 X0 Y0 Z50 S1200 M03 | 初始设置 | ||||||||||
| Z5 M08 | 靠近工件表面,冷却液开 | ||||||||||
| G01 Z-5 F80 | Z向进刀,切深(6) | ||||||||||
| L02 | 调用L02子程序加工∅8孔 | ||||||||||
| G00 Z5 | 抬刀离开工件表面 | ||||||||||
| X30 YO | 快速定位,准备精加工外轮廓 | ||||||||||
| G01 Z-5 F80 | Z向进刀,切深5mm | ||||||||||
| G41 G01 X16.9 Y4.6 | 直线插补准备加工 | ||||||||||
| R1=0 | 设置初始旋转角度 | ||||||||||
| MA:ROT RPL=R1 | (7) | ||||||||||
| L03 | 调用L03子程序,精加工外轮廓 | ||||||||||
| R1=R1-60 | 设置每次切削角度 | ||||||||||
| IF(R1<=300)GOTOB MA | 条件跳转 | ||||||||||
| ROT | 取消坐标系旋转 | ||||||||||
| G01 Y0 | 完成加工 | ||||||||||
| G40 X30 | 返回程序起刀点 | ||||||||||
| G74 Z1=0 | 退刀,刀具沿Z轴方向返回参考点 | ||||||||||
| M05 | 主轴停转 | ||||||||||
| M09 | 冷却液关 | ||||||||||
| M02 | 程序结束 | ||||||||||
| L01.SPF | 子程序名L01 | ||||||||||
| G01 G41 X30 Y10 | 直线插补至圆弧切入点 | ||||||||||
| G03 X20 Y0 GR=10 F300 | 圆弧切入 | ||||||||||
| G02 I-20 J0 | 铣削整圆 | ||||||||||
| G03 X20 Y-10 CR=10 | 圆弧切出 | ||||||||||
| G01 G40 X40 Y0 | 返回程序起刀点 | ||||||||||
| M17 | 程序结束 | ||||||||||
| L02.SPF | 子程序名L02 | ||||||||||
| G01 G41 X3 Y1 F150 | 整圆铣削加工∅8孔 | ||||||||||
| G02 X0 Y4 CR=3 | |||||||||||
| G02 I0 J-3 | |||||||||||
| G02 X-3 Y1 CR=3 | |||||||||||
| G01 G40 X0 Y0 | |||||||||||
| M17 | 子程序结束 | ||||||||||
| L03.SPF | 子程序名(8) | ||||||||||
| G02 X17.2 Y3 CR=17.5 | 圆弧插补至基点1 | ||||||||||
| G01 X(9)Y(10) | 直线弧插补至基点2 | ||||||||||
| G03 Y(11)I(12)J(13) | 圆弧插补至基点3 | ||||||||||
| G01 X17.2 Y-3 | 直线弧插补至基点4 | ||||||||||
| G02 X(14)Y(15)CR=17.5 | 圆弧插补至基点5 | ||||||||||
| G03 X12.4 Y-12.4 CR=10 | 圆弧插补至基点6 | ||||||||||
| M17 | 子程序结束 | ||||||||||
| 题号 | (1) | (2) | (3) | (4) | (5) | ||||||
| 答案 | |||||||||||
| 题号 | (6) | (7) | (8) | (9) | (10) | ||||||
| 答案 | |||||||||||
| 题号 | (11) | (12) | (13) | (14) | (15) | ||||||
| 答案 | |||||||||||
学生答案:
1、F80
2、L01
 未经授权,禁止转载,发布者:形考达人
未经授权,禁止转载,发布者:形考达人 ,出处:https://www.xingkaowang.com/18873.html
,出处:https://www.xingkaowang.com/18873.html
本站不对内容的完整性、权威性及其观点立场正确性做任何保证或承诺!内容仅供研究参考,付费前请自行鉴别。
免费答案:形考作业所有题目均出自课程讲义中,可自行学习寻找题目答案,预祝大家上岸成功
